Hassas bir torna damgası pogo pimi yüksük aksesuarları nasıl yapar?
1. Torna tezgahının preslenmesi
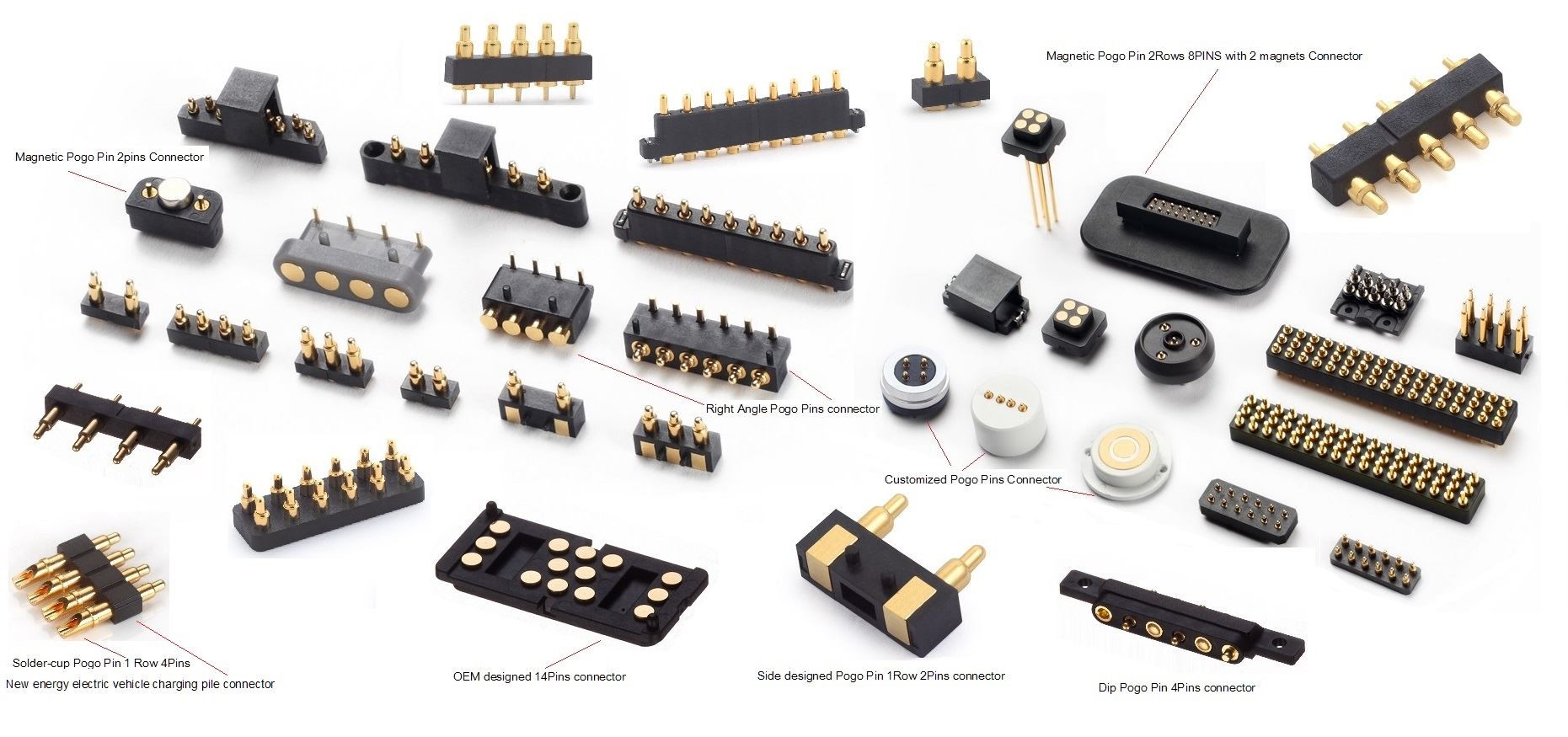
Pogo pimli yüksük konektörünün üretim süreci genellikle damgalamadan başlar. Büyük, yüksek hızlı bir delme makinesinden sonra, pogo pimli yüksük konektörü, ince metal şeritlerin delinmesiyle yapılır. Büyük sarmal metal kayışın bir ucu, delme makinesinin ön ucuna beslenir ve diğer ucu, delme presinin hidrolik çalışma masası aracılığıyla makara makarasına sarılır. Metal kayış makara makarasından dışarı çekilir ve bitmiş ürün haddelenir ve damgalanır. Bu süreçte bazı bitmiş ürünlerde çizik, kıvrılma vb. gibi kalite sorunları olacaktır. Bu tür bitmiş ürünler için ortadan kaldırılması gerekir.

2, bitmiş ürün testi
Pogo pin yüksük konektör üreticileri, denetim sisteminin konektör pinlerinin kaplama yüzeyinde çok küçük çizikler ve iğne delikleri gibi çeşitli tutarsız kusurları tespit edebileceğini umuyor. Bu kusurların belirlenmesi kolay olsa da, çoğu pogo pimli yüksük konektörleri düzensiz ve açılı yüzey tasarımlarına sahip olduğundan, görsel denetim sisteminin bu ince kusurlar için gereken görüntüleri tanımlaması zordur.
Pogo pimli yüksük iğneleri ve iğnelerinden sonra tüpler torna tezgahında işlenir, kalite kontrolünde bıçak izi ve çizik olmadığı teyit edildikten sonra ürünler müşterilerin ihtiyacına göre elektroliz edilir.
