Pogo pimini kullanırken, pogo pimi ve yüksük deliği birbirine sürtünecek, yüksük yanacak veya aşınacak, yüksük deliği daha fazla aşınacak ve ürün yüksüğü soyulacak ve hatta kırık pimler görünecektir. ürünün kalitesini veya montajını etkileyen olgu. Bu nedenle, yağlama için pogo pimi üzerine pogo pimini düzenli ve düzenli olarak püskürtmemiz gerekir. Peki pogo pin kullanma prensibi nedir?

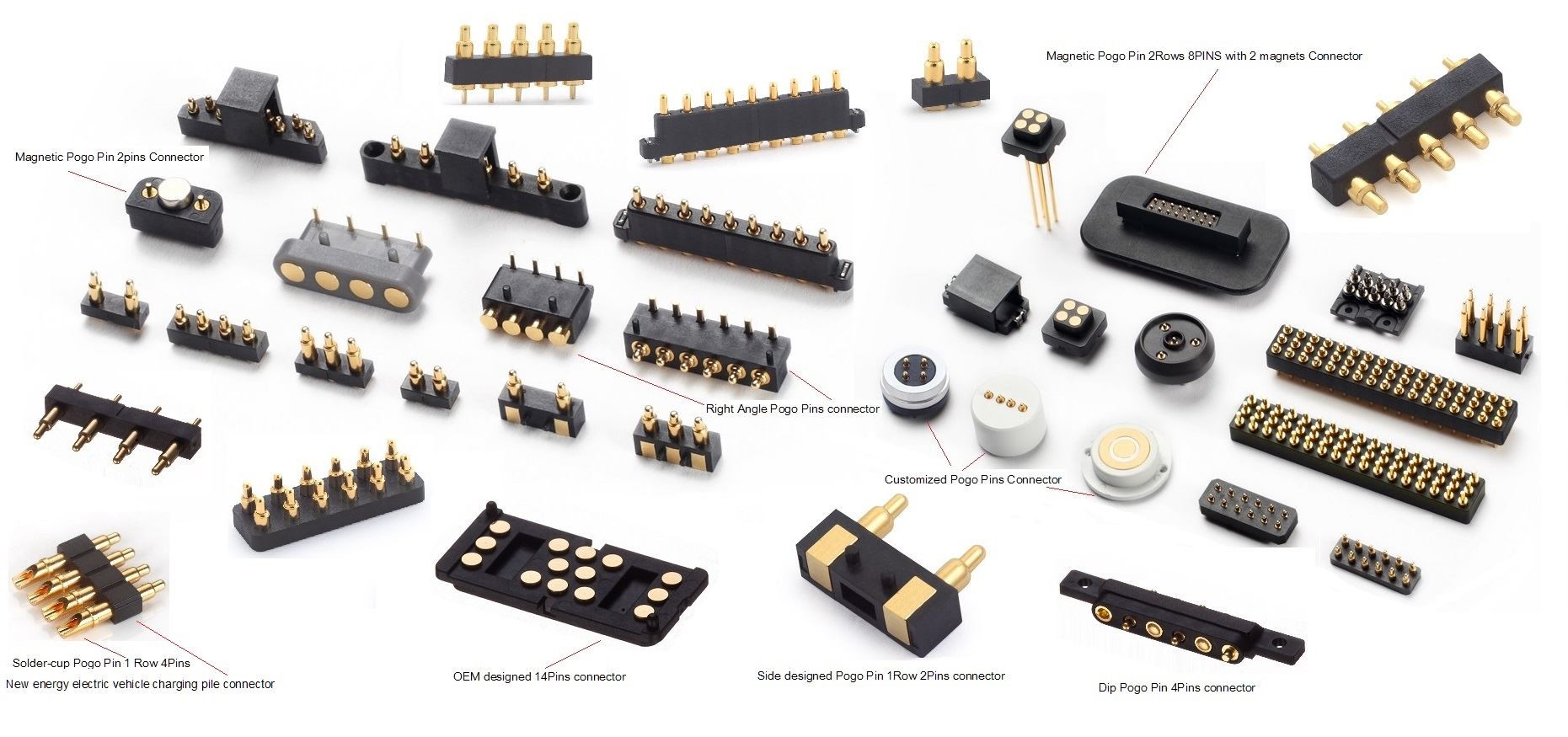
Pogo pimi nasıl kullanılır? Pogo pimi nasıl kurulur? (Resim 1)
(1) Yüksük, fırlatma kuvveti mümkün olduğu kadar dengeli olacak şekilde düzenlenmelidir. Karmaşık yapılar için gereken kalıptan çıkarma kuvveti büyüktür ve buna göre manşon sayısı arttırılmalıdır.

(2) Yüksükler, kemikler, sütunlar, basamaklar, metal ekler, yerel kalın yapıştırıcı ve karmaşık yapılara sahip diğer parçalar gibi etkisiz parçalara yerleştirilmelidir. Kemik pozisyonunun ve kolon pozisyonunun her iki tarafındaki apikal pimler mümkün olduğunca simetrik olarak düzenlenmelidir. Yüksük ile kemik pozisyonu ve post pozisyonunun pozisyonu arasındaki mesafe genellikle D=1.5MM'dir. Direk konumunun her iki tarafındaki ejektör pimlerinin merkez hatlarının direk konumunun merkezinden geçtiğinden emin olun.

(3) Basamaklarda veya eğimli yüzeylerde yüksüklerden kaçının. Yüksüğün üst yüzeyi mümkün olduğunca düz olmalıdır. Yüksük, yapısal parçaya iyi bir kuvvetle yerleştirilmelidir.

(4) Kauçuk parçanın derin bir kemik pozisyonu olduğunda (derinlik 20 MM'ye eşit veya daha büyük) veya bir kubbe yüksüğü ayarlamak zor olduğunda, düz bir yüksük kullanılmalıdır. Düz bir yüksük gerektiğinde, işleme kolaylığı için düz yüksük bir insert şeklinde olmalıdır.

(5) Keskin uçlu çelikten, ince çelikten, özellikle yüksüğün üst yüzeyinden kaçının ve ön kalıp yüzeyine temas etmemelidir.

(6) Yüksük düzenlemesi, su dağıtım kanalının işlenmesini ve su sızıntısını etkilememek için yüksük ile su dağıtım kanalı arasındaki kenar mesafesini dikkate almalıdır.

(7) İtici pimin egzoz işlevi göz önüne alındığında, ejektörü boşaltmak için ejektör pimi, vakumun kolayca oluşturulabileceği kısma yerleştirilmelidir. Örneğin, boşluğun büyük düzleminde, kauçuk parçanın küçük paketleme kuvvetine rağmen, bir vakum oluşma eğilimi gösterir, bu da serbest bırakma kuvvetinde bir artışa yol açar.

(8) Görünüm gereksinimleri olan plastik parçalar için, tasarım yüzeyine yüksük yerleştirilmemeli ve diğer püskürtme yöntemleri de kullanılmalıdır.

(9) Şeffaf plastik parçalar için yüksük ışığı iletmesi gereken parçaya yerleştirilemez.

(10) Daha büyük çaplı bir yüksük seçin. Yani yeterli enjeksiyon yerleri ile daha büyük çap ve boyutta tercih edilen yüksük kullanılmalıdır.

(11) Yüksüğün boyutu mümkün olduğunca küçük olmalıdır. Yüksük kullanırken, yüksükler boyut ve boyutu en aza indirecek şekilde boyutlandırılmalı ve mümkün olduğunda tercih edilen boyut serisi kullanılmalıdır.

(12) Seçilen yüksük, fırlatma mukavemeti gereksinimlerini karşılamalıdır. Çıkarırken, yüksük çok fazla baskı yapmalıdır. Küçük yüksüğün bükülme deformasyonunu önlemek için, yüksüğün çapı 2.5 MM'den az olduğunda, yüksük seçilmelidir.
